


1. 產品說明
適用材料 | 經縱剪后的熱軋或冷軋帶鋼卷 |
外徑O.D | Φ89 -Φ219 mm |
鋼帶厚度 | 2.5-6.0mm |
鋼帶寬度 | 280~690mm |
軋制速度 | 10-50m/min |
帶卷內徑 | Φ580-Φ690mm |
帶卷外徑 | Φ1100~2000mm |
帶卷重量 | ≦20000kg |
電氣裝機容量 | 約1500KVA |
壓縮空氣容量 | 4-6m3/min 4-6Kg/cm2 |
冷卻液容量 | 40噸/小時 |
生產線設備安裝要求產房高(從天車軌道上面到地面距離)應大于8米,跨度18米,長度150米,建議使用20T、10T天車各一臺 | |
產品(鋼管)生產工藝流程:
流程:上料→開卷→直頭→夾送矯平→剪切對焊→活套→成型、高頻擠壓焊接、去除外毛刺、焊縫磨光、定徑、粗矯直→飛鋸定尺→輥道→檢驗收集→打包→稱重→標記→入庫
2. 設備組成及單機主要參數:
2.1 開卷機
設備功能 | 開卷機用于支撐帶卷,為生產線提供原料。 |
帶卷外徑 | Max.2000mm |
帶卷內徑 | Φ580~690mm |
帶鋼寬度 | 280~690mm |
帶鋼厚度 | 2.5~6.0mm |
帶卷重量 | <7tons |

2.2 矯平機:
設備工作原理及特點 | 用于矯平帶鋼的頭、尾部,并驅動帶鋼運行至剪切對焊機處,為剪切對焊機工作提供方便。 |
帶鋼寬度 | 280~690mm |
帶鋼厚度 | 2.5~6.0mm |
結構形式 | O 一對夾送輥,上二下三五個矯平輥 |

2.3 剪切對焊機
設備工作原理及特點 | 用于切除帶頭、尾不規則部分,并將前一卷帶尾與后一卷帶頭對齊,焊接在一起,為活 套連續供料。 |
帶鋼寬度 | 280~690mm |
帶鋼厚度 | 2.5~6.0mm |
剪切方式 | 液壓單斜切剪 |
剪刃材質 | H13 |

2.4 臥式螺旋活套:
設備組成 | 由前后轉向裝置,外籠,內籠,儲料盤,螺旋料道,夾送器,夾送器驅動裝置,液壓系統,電控、操作臺等部份組成。 |
控制方式 | 交流變頻調速 |
凈儲料長度 | 400-800m |
最大充料速度 | 120m/min |
出料方式 | 被動拉出、跟蹤機組速度 |
結構形式 | 外進內出、集中傳動 |
帶鋼寬度 | 280~690mm |
帶鋼厚度 | 2.5~6.0mm |

2.5 成型定徑機:
過程描述 | 把一定規格的鋼帶喂入機器,通過成型輥使帶鋼卷取成管坯,然后利用高頻電流的集膚效應和鄰近效應使電流高度集中于管邊,焊合面上使管邊很快加熱到焊接溫度,并在擠壓輥上完成焊接,再經冷卻,定徑和粗矯直而成為所需規格的鋼管 |
設備組成 | 該機組由成型機、焊接機、空冷裝置、水冷裝置、定徑機、粗矯直及傳動箱等部分組成。 |
成型排列 | 七輥校平+七架平輥+九架立輥+七只單聯齒輪箱 |
定徑排列 | 六架平輥+六架立輥+六只單聯齒輪箱 |
焊接部分、冷卻部分:
焊接排列 | 導向裝置、擠壓裝置、刮焊裝置、磨光、冷卻系統 | |||
導向裝置 | 二輥式焊縫導向裝置 | |||
擠壓輥裝置 | 采用三輥擠壓,帶省力機構 | |||
刮焊裝置 | 雙刀刨疤,交替或同時使用,不停機更換刀具,快速升降,可進行前后及上下調整,使用方便 | |||
磨光裝置 | 采用一架平輥將焊口用擠壓方式磨光 | |||
冷卻裝置 | 用途 | 冷卻焊后鋼管 | 冷卻方式 | 噴淋+水浴 |
冷卻物質 | 水或冷卻液 | 冷卻系統 | 循環冷卻 | |


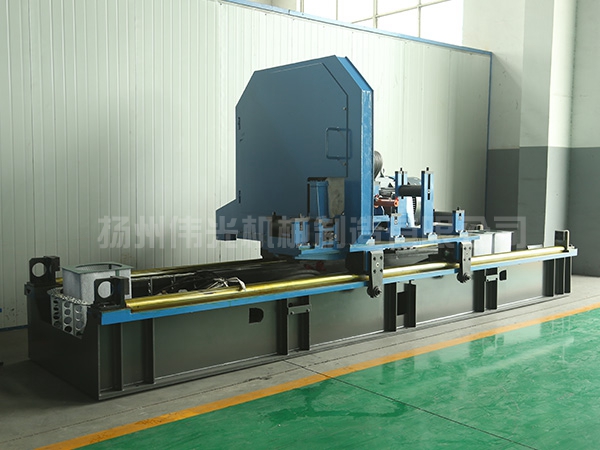
2.6 電腦飛鋸機:
用途 | 是焊管生產線上的重要設備,它是在高速行進中自動精度定尺鋸切各種形狀的管材,由于采用了快速高精度的STD控制系統和機械系統,定尺及同步性能好,機械傳動可靠,所以本機具有快速性能好,精度高的特點。 | |||
組成 | 本機由床身、齒輪條箱、鋸車、測速系統、氣路系統、驅動系統、電氣系統、托輥架等部分組成。 | |||
鋸切圓管范圍 | Φ89-φ219mm | 鋸切厚度 | 2.5mm-6.0mm | |
定尺長度 | 4- 8m | 定尺精度 | ±3mm | |
鋸切速度 | 0-40m/min | 鋸車控制方式 | 電腦控制 | |
鋸切電機(交流) | 90KW | 運行電機(直流) | 37KW | |

2.7輥道:是焊管生產線上的輔助設備。
用途:將成品焊管向后輸送收集,搬運鋼管至存放成品處。
結構組成: 臺架、傳動軸、傳動系統、氣動撥料裝置等組成。
鋸后輥道長度:≥2倍鋼管定尺長度

 蘇公網安備32100302011323號 |網站地圖
蘇公網安備32100302011323號 |網站地圖